SRM:Control 控制系统在钢管在通过轧机时,可动态优化钢管的速度或张力。
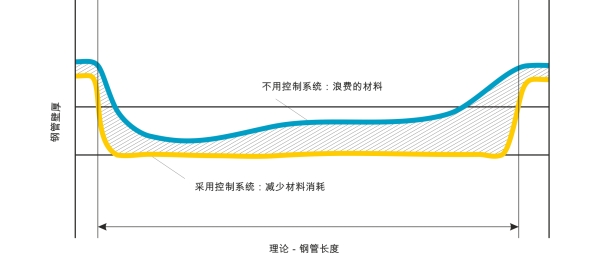
图例:不同曲线表示使用 atrac® 系统节省材料和成本与提高钢管质量的比例。
SRM:Control.Ends 模型可在钢管头尾提高速比和张力。通过这个功能使钢管尾端的壁厚增厚至少减少50%甚至更多,从而获得更长壁厚均匀的成品管。
SRM:Control.Main 和 SRM:Control.Fine 模型可以利用沿着长度方向测得的张力减径机前荒管壁厚和外径,在钢管轧制过程中,调节轧辊转速。这个功能确保钢管沿长度方向均匀延伸达到最好的成品管壁厚。当钢管通过张减机以后测量的数据被存储起来,可以用来检验壁厚控制结果以及控制系统进行自学习优化。 其他的控制模型,例如 SRM:Control.Length (用于达到恒定的钢管长度), SRM:Control.MotorLoads (用于避免负荷峰值)等等都可以根据用户需求提供。
另外, atrac® 系统还有一个独家专有的功能系统: SRM:Control.StandLoads, 该功能可以防止轧辊机架的超负荷,保护机架不被损坏,避免联轴器断裂。从而避免由于事故使生产中断的后果。
如果有问题请联系我们.
 +49 2166 / 2567856
+49 2166 / 2567856

![]()
+49 2166 / 2567856
